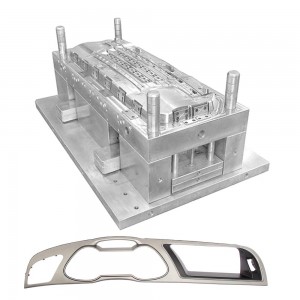
Aŭtopartoj injekto muldilo






Priskribo
1. Verŝanta sistemo
Ĝi rilatas al la parto de la flukanalo antaŭ ol la plasto eniras la kavon de la ajuto, inkluzive de la ĉefa flukanalo, la malvarma manĝtruo, la deturnaĵo kaj la pordego, inter aliaj.
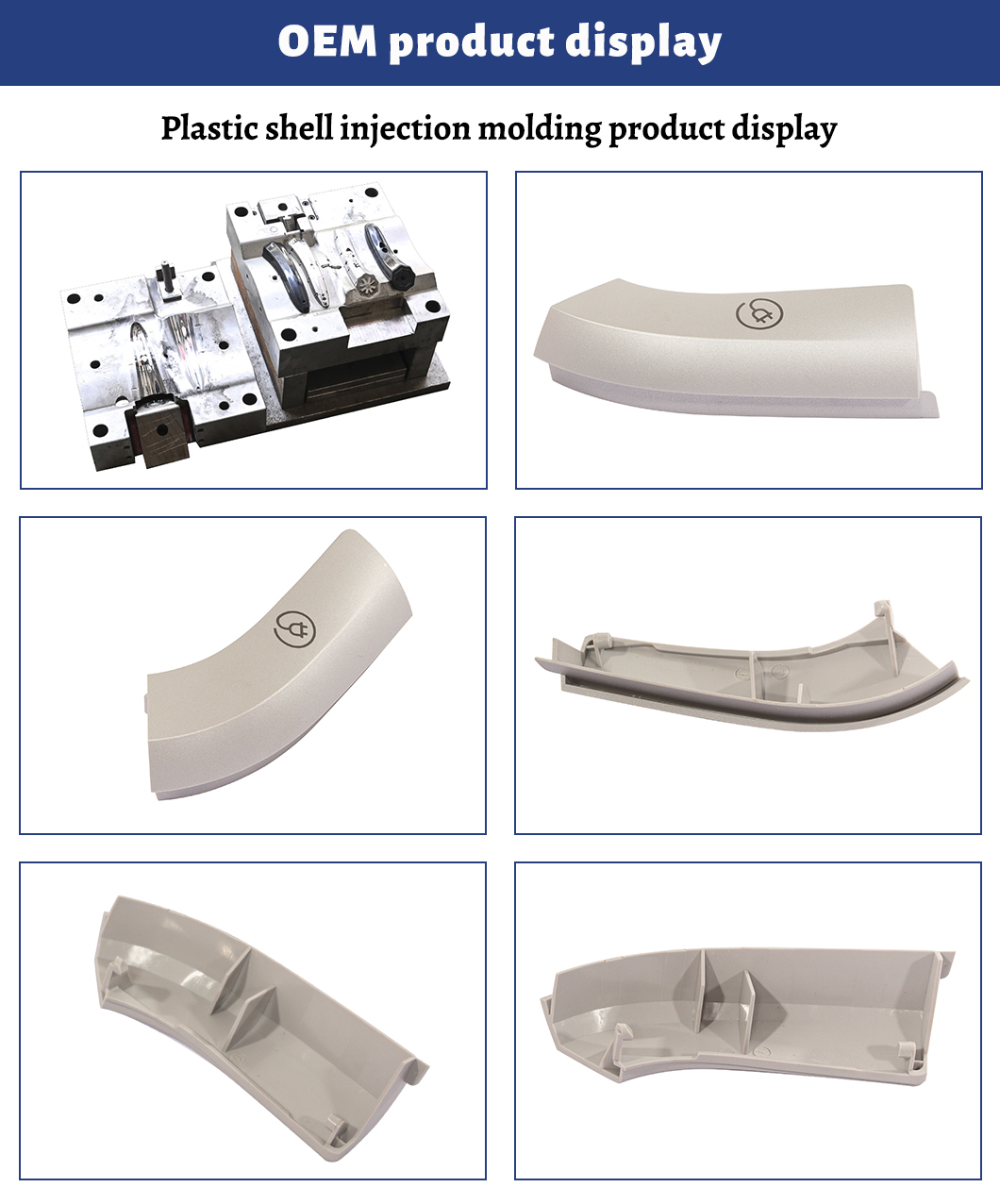
2. Sistemo de muldaj partoj:
Ĝi rilatas al la kombinaĵo de diversaj partoj, kiuj konsistigas la formon de la produkto, inkluzive de movanta ĵetkubo, fiksa ĵetkubo kaj kavaĵo (konkava ĵetkubo), kerno (punĉila ĵetkubo), muldilo, ktp. La interna surfaco de la kerno estas formita, kaj la ekstera surfaca formo de la kavaĵo (konkava ĵetkubo) formiĝas.Post kiam la ĵetkubo estas fermita, la kerno kaj kavaĵo formas ĵetkubkavon.Foje, laŭ procezaj kaj fabrikaj postuloj, la kerno kaj ĵetkubo estas faritaj el kombinaĵo de laborblokoj, ofte el unu peco, kaj nur en la facile difektitaj kaj malfacile laboreblaj partoj de la enmetaĵo.
3, la sistemo de kontrolo de temperaturo.
Por plenumi la injektproceztemperaturpostulojn de la ĵetkubo, necesas havi temperaturkontrolsistemon por reguligi la temperaturon de la ĵetkubo.Por termoplasta injekto muldilo, la ĉefa dezajno de la malvarmiga sistemo por malvarmigi la muldilon (ankaŭ povas hejti la muldilon).Ofta metodo de malvarmigo de ŝimoj estas starigi kanalon de malvarmiga akvo en la ŝimo kaj uzi la cirkulantan malvarmigan akvon por forigi la varmegon de la ŝimo.Krom varmigi la ŝimon, malvarmiga akvo povas esti uzata por trapasi varman akvon aŭ varman oleon, kaj elektraj hejtelementoj povas esti instalitaj ene kaj ĉirkaŭ la ŝimo.