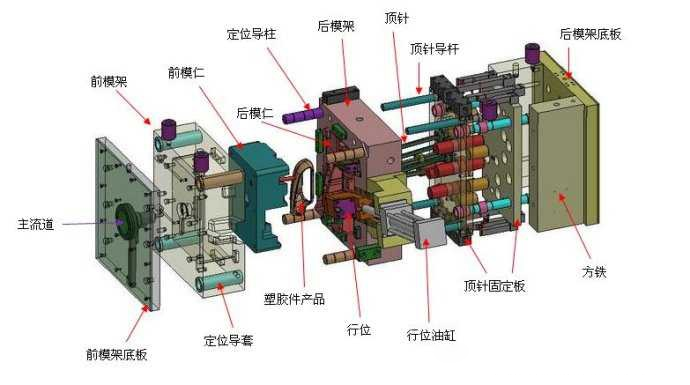
1 Kunmetaĵo de injekta muldilo.Ĝi ĉefe konsistas el muldaj partoj (rilatante al la partoj, kiuj konsistigas la muldilon de la moviĝantaj kaj fiksaj muldilaj partoj), verŝanta sistemo (la kanalo tra kiu la fandita plasto eniras la muldilon de la cigaredingo de la injektmaŝino), gvidante. partoj (por fari la muldilon precize vicigita kiam la muldilo estas fermita), puŝanta mekanismon (la aparato, kiu elpuŝas la plaston el la muldilo post kiam la muldilo estas disfendita), temperaturo reguligi sistemon (por plenumi la muldila temperaturo postuloj de la injekto procezo). ) La ellassistemo (la aero en la muldila kavo kaj la gaso volatiligita de la plasto mem estas eligita el la muldilo dum muldado, kaj la ellaskanelo ofte estas starigita sur la disiga surfaco) kaj la subtenaj partoj (uzataj por instali kaj ripari aŭ subtenas la muldajn partojn kaj aliajn partojn de la mekanismo) estas kunmetitaj, kaj foje estas flankaj disiĝo kaj kerno-tiri mekanismoj.
2. Dezajnaj paŝoj de injekta muldilo
1. Preparado antaŭ dezajno
(1) Dezajno-tasko
(2) Konatiĝu kun plastaj partoj, inkluzive de ilia geometria formo, uzu postulojn de plastaj partoj kaj krudmaterialoj de plastaj partoj
(3) Kontrolu la muldan procezon de plastaj partoj
(4) Indiku la modelon kaj specifon de la injektmaŝino
2. Formuli procezan karton
(1) Produkta superrigardo, kiel skema diagramo, pezo, murdikeco, projekciita areo, ĝeneralaj dimensioj, ĉu estas flankaj niĉoj kaj enmetoj
(2) Superrigardo de plastoj uzataj en la produkto, kiel produkta nomo, modelo, fabrikanto, koloro kaj sekiĝo
(3) La ĉefaj teknikaj parametroj de la elektita injektmaŝino, kiel la koncernaj dimensioj inter la injektmaŝino kaj la instalaĵa muldilo, ŝraŭbo-tipo, potenco (4) la premo kaj bato de la injektomaŝino.
(5) Kondiĉoj pri injekto-muldado kiel temperaturo, premo, rapideco, ŝlosforto de ŝimo ktp
3. Struktura dezajno paŝoj de injekto ŝimo
(1) Determini la nombron da kavoj.Kondiĉoj: maksimuma injekta volumo, ŝima ŝlosforto, produktaj precizecaj postuloj, ekonomio
(2) Elektu la fluan surfacon.La principo devus esti, ke la muldila strukturo estas simpla, la disiĝo estas facila kaj ne influas la aspekton kaj uzon de plastaj partoj
(3) Determini la kavan aranĝan planon.Uzu ekvilibran aranĝon laŭeble
(4) Determini la pordegan sistemon.Inkluzive de ĉefa flukanalo, distra kanalo, pordego, malvarma truo ktp.
(5) Determini la eligan reĝimon.Malsamaj malmuldaj metodoj estas dezajnitaj laŭ malsamaj partoj de la ŝimo lasitaj de la plastaj partoj.
(6) Determini la strukturon de la temperaturo reguliga sistemo.La sistemo de reguliga temperaturo estas ĉefe determinita de la tipo de plasto.
(7) Kiam la enmetaĵstrukturo estas adoptita por la ina ĵetkubo aŭ kerno, la maŝinebleco kaj instalado kaj fiksreĝimo de la enmetaĵo estas determinitaj.
(8) Determini la ellasan tipon.Ĝenerale, la senigo inter la disiga surfaco de la ŝimo kaj la elĵetmekanismo kaj la ŝimo povas esti uzata por ellasilo.Por granda kaj altrapida injekta muldilo, la responda ellasila formo devas esti desegnita.
(9) Determini la ĉefajn dimensiojn de la injekta muldilo.Laŭ la responda formulo, kalkulu la laborgrandecon de la mulda parto kaj determinu la dikecon de la flanka muro de la muldila kavaĵo, la kava malsupra plato, la kerna apogplato, la dikeco de la moviĝanta ŝablono, la kava plato dikeco de la modula kavo kaj la ferma alteco de la injekta muldilo.
(10) Elektu norman ŝiman bazon.Elektu la norman muldilon de la injekta muldilo laŭ la ĉefaj dimensioj de la injekta muldilo desegnita kaj kalkulita, kaj provu elekti la normajn muldilojn.
(11) Skizu la strukturon de la ŝimo.Desegni la kompletan strukturskizon de injekta muldilo kaj desegni la muldilan strukturdesegnadon estas tre grava laboro de muldilo-dezajno.
(12) Kontrolu la koncernajn dimensiojn de la muldilo kaj injektomaŝino.Kontrolu la parametrojn de la uzata injektomaŝino, inkluzive de la maksimuma injekta volumo, injekta premo, ŝlosa forto de muldilo, kaj la grandeco de la instala parto de la muldilo, muldila malferma streko kaj elĵeta mekanismo.
(13) Revizio de struktura dezajno de injekta muldilo.Faru antaŭan revizion kaj akiri la konsenton de la uzanto, kaj necesas konfirmi kaj modifi la postulojn de la uzanto.
(14) Desegnu la asembleon desegno de la muldilo.Klare indiku la kunigan rilaton de ĉiu parto de la injekta muldilo, necesajn dimensiojn, seriajn numerojn, detalojn Titobloko kaj teknikaj postuloj (la enhavo de teknikaj postuloj estas jenaj: a. agado-postuloj por die strukturo, kiel kunigo postuloj por elĵetmekanismo. kaj kern-tiri mekanismon; b. postuloj por ĵetkubprocezo, kiel alĝustiga libereco de disiga surfaco, paraleleco de supraj kaj malsupraj partoj de ĵetkubo; c. postuloj por uzado de ĵetkulo; d. postuloj por kontraŭoksida traktado, ĵetkubnumero, surskribo, oleo-sigelo kaj konservado; ekz. postuloj por muldilo-testo kaj inspektado. (15) Desegnu muldilon desegnon. La ordo de malmuntado kaj desegno de la parto desegno de la muldila asembleo desegno aŭ la parto desegno estas: unue interne poste ekstere, unue kompleksa poste simpla, unue formante partojn poste strukturajn partojn.
(16) Revizu la desegnajn desegnaĵojn.La fina revizio de la injekta muldilo estas la fina kontrolo de la injekta muldilo, kaj pli da atento devas esti pagita al la prilaborado de la partoj.
3. Revizio de injekto muldilo
1. Baza strukturo
(1) Ĉu la mekanismo kaj bazaj parametroj de la injekta muldilo kongruas kun la injektmaŝino.
(2) Ĉu la injekta muldilo havas fiksan gvidan mekanismon kaj ĉu la mekanismo-dezajno estas racia.
(3) Ĉu la elekto de disiga surfaco estas racia, ĉu ekzistas la ebleco de ekbrilo, kaj ĉu la plasta parto restas flanke de la movanta ĵetkubo (aŭ fiksa ĵetkubo) fiksita en la elĵeto kaj liberigo-mekanismo.
(4) Ĉu la aranĝo de la kavaĵo kaj la dezajno de la pordega sistemo estas raciaj.Ĉu la pordego estas kongrua kun la plasta krudmaterialo, ĉu la pordega pozicio estas ekvivalenta, ĉu la geometria formo kaj grandeco de la pordego kaj kurilo taŭgas, kaj ĉu la fluo-proporcio estas racia.
(5) Ĉu la dezajno de formitaj partoj estas racia.
(6) Elĵeto liberigo mekanismo kaj flanka masklo.Aŭ ĉu la kern-tira mekanismo estas racia, sekura kaj fidinda.Ĉu estas interfero kaj okludo.(7) Ĉu ekzistas ellasiga mekanismo kaj ĉu ĝia formo estas racia.(8) Ĉu temperaturo reguliga sistemo estas postulata.Ĉu la varmofonto kaj malvarmiga reĝimo estas raciaj.
(9) Ĉu la strukturo de subtenaj partoj estas racia.
(10) Ĉu la ĝenerala dimensio povas certigi la instaladon, ĉu la fiksa metodo estas elektita racie kaj fidinde, kaj ĉu la riglila truo uzata por instalado estas kongrua kun la ŝraŭba truo pozicio sur la injekta mekanismo kaj fiksita muldilo fiksa plato.
2. Desegnaj desegnaĵoj
(1) Asemblea desegno
Ĉu la kuniga rilato de partoj kaj komponantoj estas klara, ĉu la kongrua kodo estas ĝuste kaj racie markita, ĉu la markado de partoj estas kompleta, ĉu ĝi respondas al la seria numero en la listo, ĉu la koncernaj instrukcioj havas klarajn markojn, kaj kiel normigita la tuta injekto ŝimo estas.
(2) Desegnaĵo de partoj
Ĉu la partnumero, nomo kaj pretigkvanto estas klare markitaj, ĉu la dimensia toleremo kaj diversaj toleremaj markoj estas raciaj kaj kompletaj, ĉu la partoj facile porteblaj estas rezervitaj por muelado, kiuj partoj havas ultra-altajn precizecojn, ĉu ĉi tiu postulo estas; racia, ĉu la materiala kuseno de ĉiu parto taŭgas, kaj ĉu la postuloj pri varmotraktado kaj surfacaj postuloj pri malglateco estas raciaj.
(3) Kartografia metodo
Ĉu la desegna metodo estas ĝusta, ĉu ĝi konformas al naciaj normoj, kaj ĉu la geometriaj figuroj kaj teknikaj postuloj esprimitaj sur la desegno estas facile kompreneblaj.3. Injekta muldilo desegna kvalito
(1) Kiam vi desegnas la injektan muldilon, ĉu la procezaj trajtoj kaj muldaj agado de plastaj krudaĵoj estis ĝuste konsiderataj, la ebla efiko de la tipo de injektmaŝino sur la mulda kvalito, kaj ĉu la respondaj preventaj mezuroj estis prenitaj por la muldilo. eblaj problemoj dum la mulda procezo dum la dezajno de la injekto.
(2) Ĉu la postuloj de plastaj partoj pri la gvida precizeco de injekta muldilo estis pripensitaj, kaj ĉu la gvida strukturo estis prudente desegnita.
(3) Ĉu la labordimensia kalkulo de formitaj partoj estas ĝusta, ĉu la precizeco de produktoj povas esti garantiita, kaj ĉu ili havas sufiĉan forton kaj rigidecon.
(4) Ĉu la subtenaj partoj povas certigi, ke la ŝimo havas sufiĉan ĝeneralan forton kaj rigidecon.
(5) Ĉu muldaj provoj kaj riparaj postuloj estas konsiderataj
4. Ĉu estas fendoj, truoj ktp konvenaj por muntado kaj malmuntado rilate al muntado kaj malmuntado kaj uzado de kondiĉoj, kaj ĉu ili estas markitaj.
Afiŝtempo: Mar-06-2023